 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網










| 應用領域 | 化工,電子/電池,電氣 | 產地 | 德國 |
|---|---|---|---|
| 品牌 | 西門子 |
1. 編程操作
(1)編程準備。檢查PLC與計算機的連接是否正確,計算機的RS232C端口與PLC之間是否的攬線及轉換器連接:使PLC處于“停機"狀態;接通計算機和PLC的電源。
(2)編程操作。
①打開GX Developer編程軟件,新建一個工程,并命名。
②采用梯形圖編程的方法,編輯圖1所示的梯形圖程序并保存。
(3)程序的傳送。
 |
| 參考價 | ¥666 |
| 訂貨量 | 1臺 |
更新時間:2022-12-19 17:43:59瀏覽次數:639
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
 |
|
|
6ES7314-6CH04-0AB0參數詳細
編輯機器數據
注意:MD參數包含很多內容,同FM357-2具體功能有關。MD參數詳細描述,請查閱FM357-2模板手冊。
1)軸配置。點擊Axis Configuration。以X軸為例,“SM w/o encoder"表示驅動設備是不帶編碼器的步進電機(圖8)。
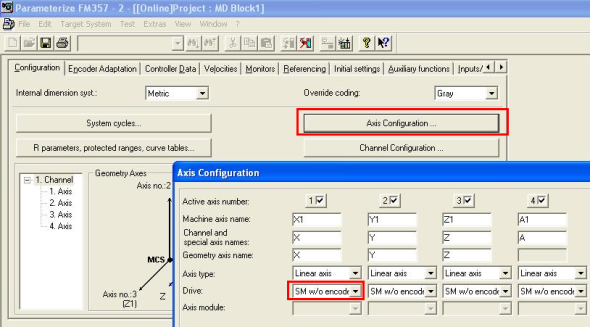
圖8 軸參數配置
2)通道配置。FM357-2可以配置4個通道,這里只使用通道1(圖9)。
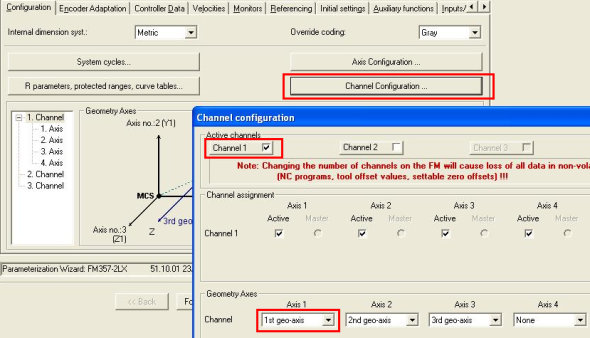
圖9 通道參數配置
3)配置電機轉1圈對應的脈沖數、電子齒輪比、工件軸轉1圈對應的位移。設置電子齒輪比為1:1,實際表示輸出1000脈沖對應10mm位移(圖10)。
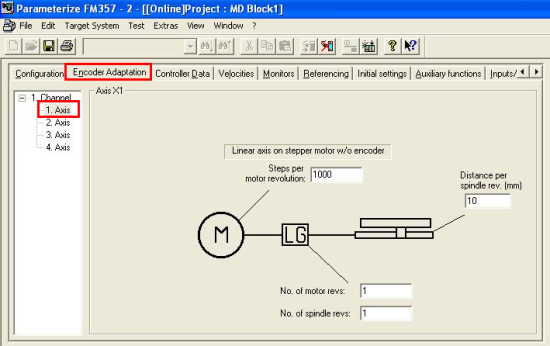
圖10 步進電機參數配置
4)點擊Finish,裝載并激活MD參數更新,由于是在線編輯,直接更新FM357-2模板中MD參數(圖11)。
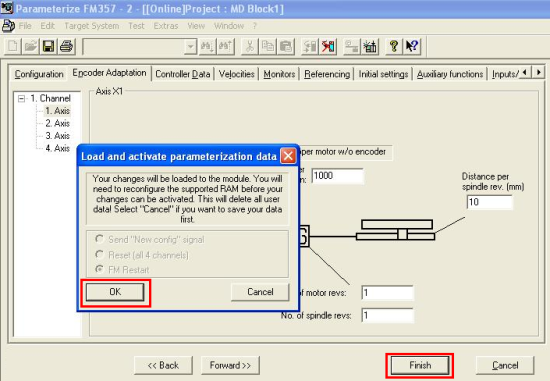
圖11 裝載并激活MD參數
5)為了便于以后離線修改和項目備份,可以通過“File"?“Save as" 將MD參數保存為文件,文件格式為“.MCP"(圖12)。
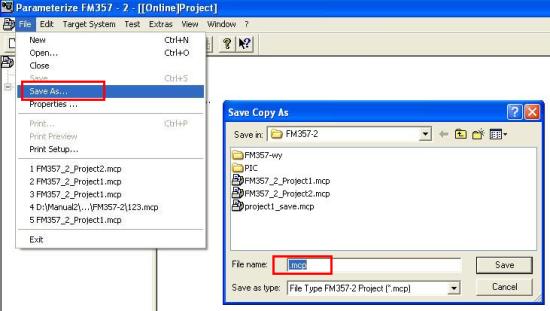
圖12 項目備份
6 編寫用戶程序
FM357-2 相關的功能塊比較多,對于初次使用FM357-2模板的用戶,不容易區分和掌握各個功能塊的作用和用法。如果自己編寫程序,比較費時間且容易出錯。這里介紹一種簡單的方法:直接拷貝例程中的程序。
6.1 拷貝修改程序塊
1)在STEP7中打開新項目,選擇“Sample Projects"標簽,選擇并打開項目zEn16_01_FM357-2_BF_EX(圖13)。
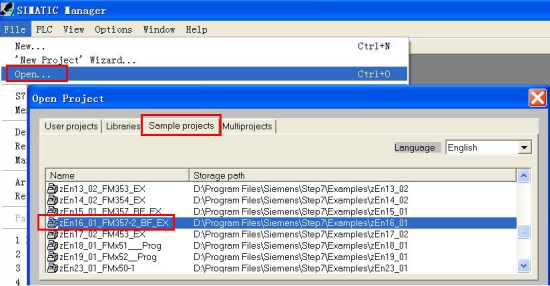
圖13 打開FM357-2 Sample Project
2)將例程中所用程序塊、符號表通過拷貝粘貼到用戶自己建的項目中,包括UDT。
3)打開OB100,修改“FMLADDR"變量值。缺省值為256,但實際組態FM357-2模板地址為288-303(圖4)。所以需要修改為實際的模板地址(圖14)。
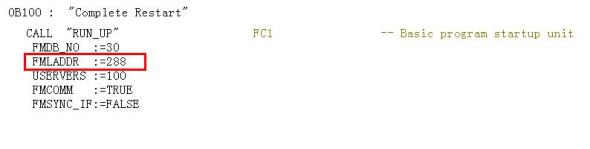
圖14 OB100調用FC1
4)打開OB1,調用FC101(圖15)。
說明:例程中包含7個例子Example1-Exapmple7分別對應功能FC100-FC106。但是OB1中并沒有對這7個FC都調用,默認只調用FC100(Example1),當用戶需要測試別的例子時,需要在OB1中調用相應的FC。因本文檔演示點動運行,所以需要調用FC101(Example2 軸點動運行)。關于Example1-Exapmple7實現功能描述,參考手冊6.8節。

圖15 OB1調用FC101
6.2下載所有程序塊(圖16)。

圖16 下載程序塊
7 調試運行
7.1 CPU運行
將CPU314模式開關撥到“RUN"位置,使CPU運行。如果上述FM357-2固件安裝、硬件配置和程序編寫都正確,FM357-2將進入運行狀態。
FM357-2 正常運行時LED的狀態:
● SF 滅
● BAF 滅
● DC5V 亮
● DIAG 3Hz 閃爍
7.2 通過FM357-2參數化工具調試
1)重新打開FM357-2在線參數窗口,參見5.2.1。
2)通過菜單命令“Test"?“Start-up",進入Start-up界面。
3)激活X軸點動模式(圖17)。
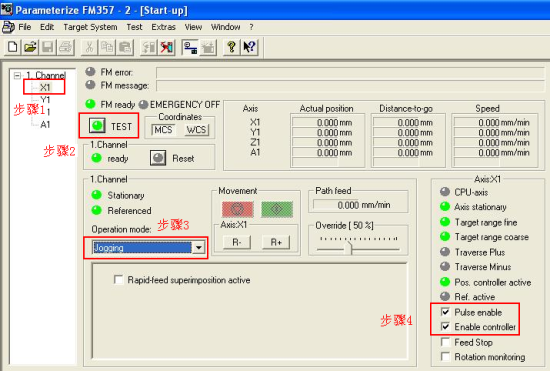
圖17 激活點動模式
步驟1:選中X軸;
步驟2:點擊“TEST"按鈕,激活測試模式;
步驟3:選擇“Jogging"模式;
步驟4:激活“Pulse enable"和“Enable controller
6ES7314-6CH04-0AB0參數詳細
1. 編程操作
(1)編程準備。檢查PLC與計算機的連接是否正確,計算機的RS232C端口與PLC之間是否的攬線及轉換器連接:使PLC處于“停機"狀態;接通計算機和PLC的電源。
(2)編程操作。
①打開GX Developer編程軟件,新建一個工程,并命名。
②采用梯形圖編程的方法,編輯圖1所示的梯形圖程序并保存。
(3)程序的傳送。
①程序的寫出。將編輯好的程序寫入到PLC用戶存儲器RAM中,然后進行核對。
②程序的讀入。通過[讀入]操作將PLC用戶存儲器中程序讀入到計算機中,然后進行核對。
③程序的核對。在上述程序核對過程中,只有當計算機兩端程序比較無誤后,方可認為程序傳送正確,否則應查清原因,重新傳送。
2. 運行操作
程序傳送到PLC用戶存儲器后,可按以下操作步驟運行程序。
①根據梯形圖程序,將PLC的輸入/輸出端與部輸入信號連接好,PLC的輸入/輸出端編號及說明如表1所示。
②接通PLC運行開關,PLC面板上RUN燈亮,表明程序已投入運行。
③結合控制程序,操作有關輸入信號,在不同輸入狀態下觀察輸入/輸出指示燈的變化,若輸出指示燈的狀態與程序控制要求一致,則表明程序運行正常。圖1 梯形圖程序
表1 PLC的輸入/輸出端編號及說明
(2)輸出強制ON/OFF。對Y000, Y001進行強制OFF操作,對Y002, Y003進行強制ON操作。
(3)修改T, C, D, Z的當前值。
①將Z的當前值K4修改為K6后,觀察運行結果,分析變化的原因。
②將D4當前值,觀察運行結果,分析變化的原因。
(4)修改T, C的當前值。
①將T0的設定值K100修改為K150后,觀察運行結果,并寫出操作過程。
②將C0的設定值D4修改為K10后,觀察運行結果,并寫出操作過程