您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網










| 應用領域 | 化工,電子/電池,電氣 | 產地 | 德國 |
|---|---|---|---|
| 品牌 | 西門子 |
套準控制是通過 SIMOTION Print Standard Add-On TRC7000 應用程序提供的。為有經驗的 SIMOTION 用戶提供了車間。
SIMOTION TRC7000 套準控制采用智能彩色攝像頭來檢測印刷標記。與采用傳感器的系統不同的是,可以在一個畫面中同時檢測所有印刷標記并進行高精度測量。攝像頭通過配有 PROFINET
 |
| 參考價 | ¥666 |
| 訂貨量 | 1臺 |
更新時間:2022-11-22 22:36:06瀏覽次數:396
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
 |
 |
|
西門子模塊6SL3130-6TE23-6AA3
SIMOTION TRC7000 測量攝像頭 RSC-DI
印刷機的套準控制系統已通過 TRC7000 套準控制工藝模塊集成到 SIMOTION 運動控制系統中。該 TRC7000 解決方案包括一個用于檢測印刷幅面上的點形套準標記的彩色攝像頭以及相關分析單元。測量值通過 PROFINET IRT 從分析單元傳送到集成在 SIMOTION 中的套準控制系統。提供的 TRC7000 套準攝像頭以 SIMOTION 作為集成套準控制。
nclick="document.location.href='#'" style="CURSOR: pointer; BORDER-TOP: medium none; BORDER-RIGHT: medium none; BORDER-BOTTOM: medium none; PADDING-BOTTOM: 0px; PADDING-TOP: 0px; PADDING-LEFT: 0px; MARGIN: 0px; BORDER-LEFT: medium none; PADDING-RIGHT: 0px" src="
應用
在多色印刷環境中使用時,套準控制可確保一致的印刷質量。該解決方案還可在印后應用中使用,用于同步切割、凹凸壓印、沖孔或噴涂工藝。為了實現這一點,除了實際打印的圖像另外還打印特殊的打印標記。
由于直接集成到印刷機的運動控制系統中,促進了可靠的高性能的套準控制,而且占據的空間很小。無需采用開環控制、操作面板或控制柜。而且,不需要在機器或印刷滾筒上安裝附加編碼器。
套準控制是通過 SIMOTION Print Standard Add-On TRC7000 應用程序提供的。為有經驗的 SIMOTION 用戶提供了車間。
SIMOTION TRC7000 套準控制采用智能彩色攝像頭來檢測印刷標記。與采用傳感器的系統不同的是,可以在一個畫面中同時檢測所有印刷標記并進行高精度測量。攝像頭通過配有 PROFINET IRT 接口的分析單元與 SIMOTION 通信。對于反面測量等附加任務,需要使用第二個帶有分析單元的攝像頭。為滿足更高要求,如檢測反射材料上的標記,可使用配有漆頻閃燈的可選攝像頭
SIMATIC IPC 和 HMI 系列,12-22 英寸
控制站上用戶友好的可視化系統是用于實現易于設置、功能強大的套準控制系統的一個重要特性。可視化系統是機器操作與集成在驅動系統中的工藝之間的界面。使用功能強大的面板式 PC 以及操作簡便的可視化應用程序,可以將印刷任務傳送到控制系統。通過方便的觸摸面板,可以有效測量印刷標記并調整印刷滾筒位置。印刷期間,將會連續監視套準錯誤并顯示偏差。提供了適用于 SIMATIC IPC 面板式 PC 的基于 WinCC TIA 的示例應用程序。該應用程序提供了用于實現套準控制的基本功能。由于采用開放程序代碼,可根據需要改變現有功能。還可以實現附加的系統特定功能。為了在主面板上方便地操作,建議將 15 英寸作為zui小屏幕尺寸。僅用于顯示示波器數據的本地面板可以更小。
訂購說明:
在使用標準應用程序時,要實現zui多 8 個印刷單元的套準控制可視化,需要大約 512 個外部變量。建議對應用程序進行修改以適應具體系統范圍。
對于僅顯示局部控制位置的本地面板,可以縮減應用程序,以便使用 128 個外部變量就足夠了。
機器要求
編織是裝飾、服裝和家居紡織品行業使用的面料生產方法。但是,技術性紡織品(包括金屬絲布)也是在現代編織機上生產的。
不考慮使用的引緯方法,對于編織機來說,非常高的循環和加速率*。此外,編織機還具有大量非線性運動順序和對時間要求嚴格的啟動時間等特點。用于送經和織物卷取的機械凸輪和伺服驅動器組合形成的機電一體化解決方案是目前的技術。zui近以來,在某些情況下,也已經使用單獨的電力驅動器執行開口運動和引緯。
自動化系統的要求如下:
送經和織物卷取之間的恒定速度關系與主驅動器成函數關系
過程(同一布質量)中的紗線張力恒定
引緯與循環時間同步
相對于顏色選擇的快速緯線的定位供應
增加機器循環時間
使用拋射體、噴氣或開松機的不同引緯工藝
批次更改的復位時間短
過程數據的重復性
模式數據管理和準備
西門子模塊6SL3130-6TE23-6AA3
編寫用戶程序
在SIMATIC Manager中,依照等級次序,點擊+號至Blocks。
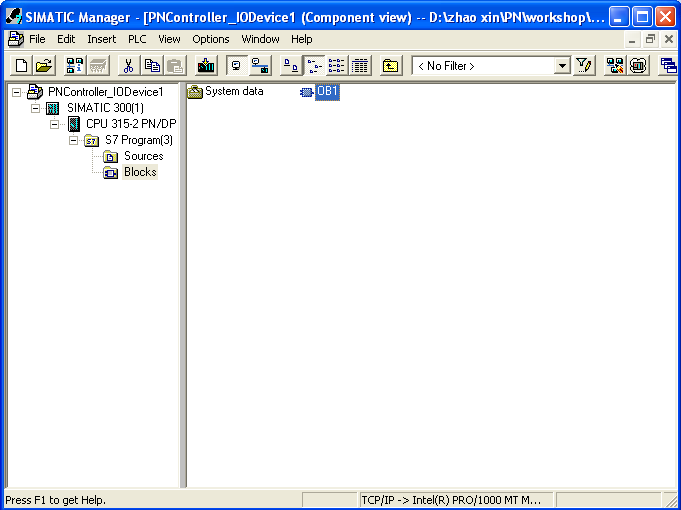
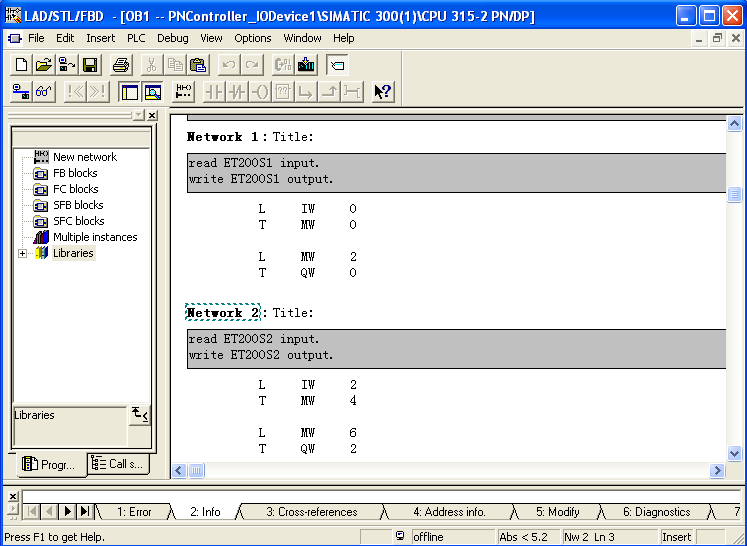
可以看見右側欄內的OB1,雙擊OB1,進入LAD/STL/FBD的編程界面中。使用STL語言編程。根據在硬件組態中的ET200S兩個站的DI,DO模板地址,在Network1中,對ET200S1進行數據讀寫;在Network2中,對ET200S2進行數據讀寫。點擊工具欄

進行保存。
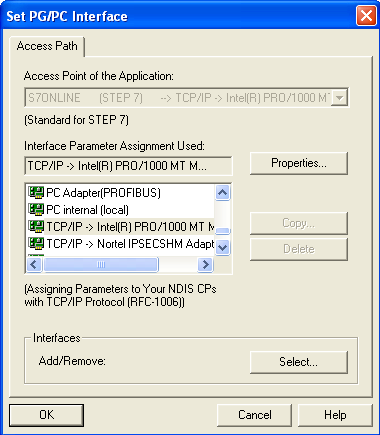
4.7 設置PG/PC接口
對于PROFINET的組態下載和調試,使用TCP/IP協議,所以在SIMATIC Manager中選擇Options菜單,選擇“Set PG/PC Interace..."
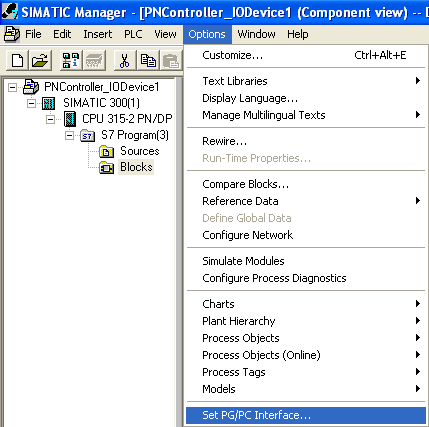
選擇TCP/IP->Intel(R) PRO/1000MT...接口參數。其中Intel(R) PRO/1000MT...表示本臺PG/PC的以太網卡。點擊OK即可。
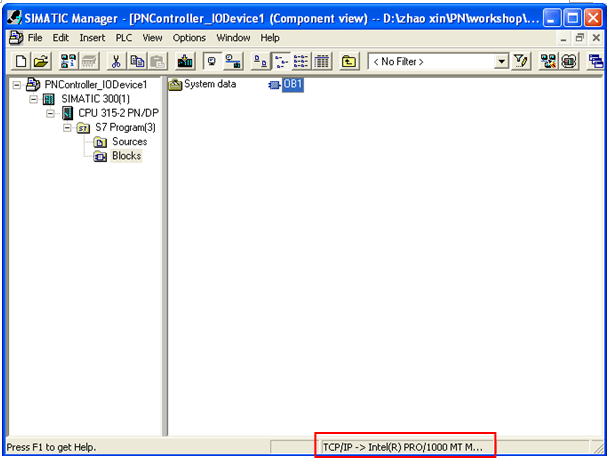
可以在SIMATIC Manager的界面的狀態欄中,發現已經選擇的PG/PC接口。
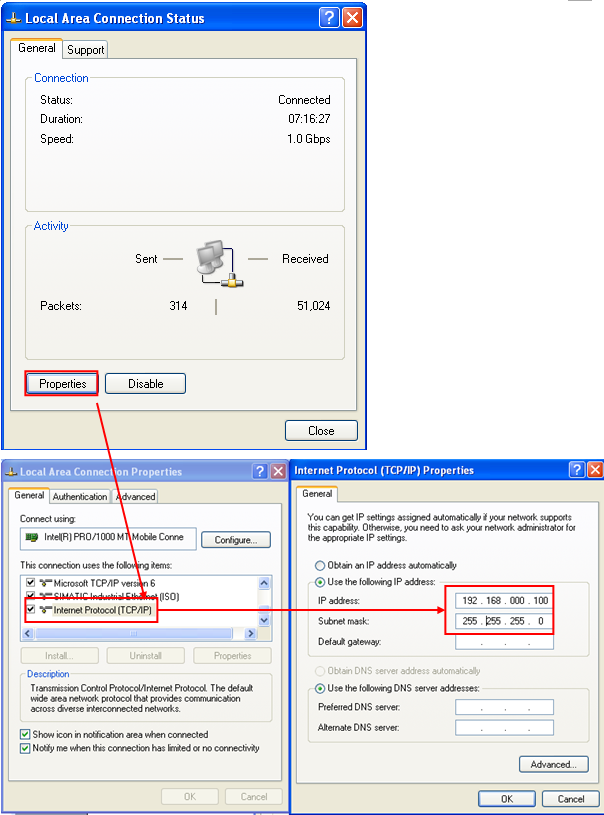
對本臺PG/PC作為IO supervisor,通過一根FC標準以太網線連接SCALANCE X206-1交換機。雙擊本地網絡連接圖標

,給本機設置IP地址192.168.0.100。注意要使各臺PN設備要在同一個網段上192.168.0.0。