西門子6ES7331-7HF01-0AB0
sibas 32是德國西門子公司專為鐵路機車動車控制而研制的微機控制系統(tǒng),它的全稱為siemens bahn automatisierungs system (西門子鐵路自動化系統(tǒng))。sibas 32系統(tǒng)針對驅(qū)動裝置控制主要功能的發(fā)展遠(yuǎn)景來考慮的,因此對系統(tǒng)提出了極苛刻的要求。sibas 32系統(tǒng)是一種高功能通用計算機系統(tǒng),它通過標(biāo)準(zhǔn)和外圍組件可與任意設(shè)備相連,基本能夠完成機車動車所有的控制和監(jiān)控任務(wù)。sibas 32系統(tǒng)可根據(jù)司機指令和牽引回路狀態(tài)以及響應(yīng)信號進行相應(yīng)的處理,對各接觸器、繼電器、電磁閥、發(fā)光二極管或數(shù)碼管、斬波器等發(fā)出控制信號。控制單元同時還能夠完成多種監(jiān)測功能,包括對自身功能的診斷和外部數(shù)值的超限監(jiān)測。當(dāng)牽引電路在運行中超過預(yù)先在程序中設(shè)置的上 (或下)限值時,系統(tǒng)將根據(jù)故障的嚴(yán)重程度做出相應(yīng)的處理,自動記錄這一故障、產(chǎn)生相應(yīng)的保護并告知司機。sibas 32系統(tǒng)的大優(yōu)點是適用于對各種車輛的控制,不論是相控整流機車、斬波機車還是交流傳動機車都可以在其硬件結(jié)構(gòu)基本不變的情況下,通過簡單地改換相應(yīng)的控制程序從而實現(xiàn)對機車的控制。
在德國巴伐利亞州東部小城紐倫堡,有一座外形毫不起眼的電子制造工廠,卻被稱為歐洲乃至的工廠之一。

安貝格工廠外景。攝影:熊少翀
成立于1989年的安貝格電子制造工廠(德文縮寫:EWA),是西門子旗下重要的Simatic可編程邏輯控制器(PLC)及相關(guān)產(chǎn)品生產(chǎn)基地。目前,其生產(chǎn)的產(chǎn)品型號超過1000種。這些產(chǎn)品用于控制機械設(shè)備和實現(xiàn)生產(chǎn)過程自動化,可節(jié)省時間和資金,并提高產(chǎn)品合格率。

Simatic控制器。攝影:熊少翀
依賴于自動化系統(tǒng)生產(chǎn)效率提升,自投產(chǎn)至今,安貝格在工廠生產(chǎn)面積始終保持約一萬平方米、員工數(shù)量保持約1200名不變的情況下,產(chǎn)能提升了八倍。在三班制生產(chǎn)中,安貝格每年生產(chǎn)約1500萬件Simatic產(chǎn)品。按每年生產(chǎn)230天計算,平均每秒就能生產(chǎn)出一臺控制設(shè)備。
產(chǎn)品合格率亦大幅提高。相比于該工廠成立初的每百萬次電子產(chǎn)品加工過程出錯500次,現(xiàn)在出錯率只有12次。
“安貝格是自己生產(chǎn)自己。”該工廠產(chǎn)品工程師ChristophRaum介紹稱,Simatic設(shè)備不僅在安貝格工廠被大量生產(chǎn),而且遍布自身生產(chǎn)線,控制Simatic產(chǎn)品的生產(chǎn)過程,從而實現(xiàn)自身生產(chǎn)的高度自動化。
在安貝格工廠內(nèi)部,所有生產(chǎn)線和員工辦公區(qū)域有機分布其中。尚處于生產(chǎn)過程中的設(shè)備工件,在錯綜復(fù)雜的自動化傳輸線上有序流轉(zhuǎn),它們像“自然人”一樣,明確知道自己的目的地。在每一個分岔路口,工件會暫停1-2秒,然后選擇正確的去向。

安貝格工廠內(nèi)部。攝影:熊少翀

工件在生產(chǎn)線上自動流轉(zhuǎn)。攝影:熊少翀
Christoph解釋稱,生產(chǎn)線上的所有工件都已在虛擬環(huán)境中進行規(guī)劃,有自己的“名稱”和“地址”,具備各自的身份信息,因此“知道”什么時候、哪條生產(chǎn)線或哪個工藝過程需要它們。工件在運輸線分岔路口暫停,是在識別去向信息。
到達(dá)加工中心后,工件被識別出來,生產(chǎn)設(shè)備實時調(diào)用所需要的全部加工信息,并自動調(diào)整生產(chǎn)參數(shù)。加工過程中,產(chǎn)品的所有相關(guān)數(shù)據(jù),都儲存在自己的“數(shù)字化產(chǎn)品記憶庫”中,以便追蹤生產(chǎn)的每個步驟。加工完成后,通過光學(xué)設(shè)備或其它測量設(shè)備對工件自動進行檢測,在現(xiàn)場發(fā)現(xiàn)并剔除不合格的產(chǎn)品。
如果機器設(shè)備需要補給或者維護保養(yǎng),則在缺料或故障產(chǎn)生之前發(fā)出請求。系統(tǒng)會記錄所使用的資源數(shù)量,并對庫存及時更新。
3.1 控制單元 ccu(central control unit type 3)
ccu是整個系統(tǒng)的核心單元,機車的控制、調(diào)節(jié)和監(jiān)視由ccu實施和控制。hxd1機車的ccu采用type 3型32位微處理器,由網(wǎng)關(guān)gateway、處理器cpu、mvb32-4、電源組成,多可以實現(xiàn)2臺(4節(jié))機車的重聯(lián)。ccu采用冗余設(shè)計,每節(jié)車有2個ccu,一個主ccu,另一個為從ccu,結(jié)構(gòu)功能*相同,一個故障后另一個可以繼續(xù)工作,不影響機車正常運行。
ccu的主要功能是為本節(jié)機車參數(shù)設(shè)置存儲、本節(jié)機車事件記錄、重聯(lián)機車事件顯示、整車通訊檢測、通過rs232接口讀或轉(zhuǎn)儲數(shù)據(jù),并且作為機車控制單元系統(tǒng)軟件上載的輸入端口。
3.2 牽引控制單元 tcu(traction control unit)
tcu是機車牽引的核心控制單元,由處理器模塊、存儲器模塊、斬波器控制模塊、數(shù)字接口模塊、數(shù)字輸入/輸出模塊、模擬接口模塊、控制系統(tǒng)檢測模塊、列車控制信號輸入變換模塊、數(shù)字信號輸入轉(zhuǎn)換模塊、接觸器驅(qū)動模塊、igbt觸發(fā)模塊、啟動單元等組成。其作用是控制和調(diào)節(jié)機車牽引、再生制動,從電氣上實現(xiàn)防空轉(zhuǎn)/滑行保護,并且實現(xiàn)了開閉環(huán)控制、速度頻率同步、故障處理與監(jiān)測等功能。
3.3 智能終端接口單元 sks1a、sks1b、sks3(sibas kilp)
sks1a、sks1b、sks3為智能外圍設(shè)備連接終端,sks1a、sks1b是緊湊設(shè)計的數(shù)字輸入/輸出接口,專為司機室所用,它把司機控制指令轉(zhuǎn)化為數(shù)字信號,并通過編碼將信號傳輸給ccu;sks3采用分散化輸入/輸出,減少車內(nèi)所需布線,增加控制和診斷能力。
3.4 顯示器 mmi

型號:6XV1830-0EH10

SIMATIC NET, PROFIBUS 快速標(biāo)準(zhǔn)電纜 GP, 2 芯, 屏蔽, 為快速安裝而特殊設(shè)計,大長度: 1000m, 小訂購數(shù)量: 20m, 按米銷售

注:(1)表中未標(biāo)注“只有進口模塊”注釋的其它模塊都有進口與國產(chǎn)兩種類型的模塊
(2)EM223中輸入/輸出類型中:24V DC/24VDC-0.75A是指:輸入類型是直流24V,輸出類型是直流24V且大每點電流為0.75A

模塊技術(shù)規(guī)范
在使用S7-200 數(shù)字量模塊時,我們需要了解模塊的很多的具體參數(shù),如:輸入輸出類型、輸入輸出的點數(shù)、模塊功耗﹑輸入/輸出點額定電流等,您可以在以下文檔中獲得這些具體參數(shù)
《S7-200可編程控制器系統(tǒng)手冊》附錄A 技術(shù)規(guī)范表A-12至表A-14
如何查詢西門子產(chǎn)品的技術(shù)數(shù)據(jù),請點擊 查看
在眾多參數(shù)中,需要特別提醒您注意模塊的以下兩個重要參數(shù):
• 模塊的電源消耗
• 輸出點的切換頻率
參數(shù)1: 模塊的電源消耗:主要指模塊對5V電源和24V電源的消耗能力。
(1) 5V電源消耗:5V電源是CPU通過I/O總線電纜供給模塊使用的,5V電源是無法通過外接電源補充和擴展的。我們需計算所有S7-200數(shù)字量模塊的5V電源消耗總和,以保證其不超過CPU 5V電源供應(yīng)能力。
(2) 24V電源消耗:部分S7-200數(shù)字量模塊的供電、數(shù)字量輸入點及輸出點需要使用24V電源。24V電源可由CPU模塊的24V DC傳感器輸出電源提供,也可外加24V DC電源。通常,我們需計算S7-200數(shù)字量模塊的24V電源消耗總和,以保證其不超過CPU模塊的電源定額或選用正確容量的24V電源模塊。
模塊5V/24V電源消耗請參考《S7-200可編程控制器系統(tǒng)手冊》附錄A 技術(shù)規(guī)范表A-12 。
5V/24V電源計算請參考《S7-200可編程控制器系統(tǒng)手冊》附錄B 計算電源定額。
參數(shù)2:輸出點的切換頻率
S7-200數(shù)字量模塊晶體管輸出類型的DO點不能輸出高速脈沖;繼電器輸出的DO點大切換頻率為1HZ且有機械壽命,因此不能頻繁開關(guān)。
除了以上重要參數(shù)外,還需要提醒您注意模塊連接的負(fù)載類型,尤其對于數(shù)字量輸出點連接接感性負(fù)載時,應(yīng)設(shè)計保護電路。
感性負(fù)載設(shè)計請參考《S7-200可編程控制器系統(tǒng)手冊》第3章 S7-200的安裝->感性負(fù)載設(shè)計指南
模塊安裝
S7-200數(shù)字量模塊可安裝在CPU模塊右側(cè)的任意位置。
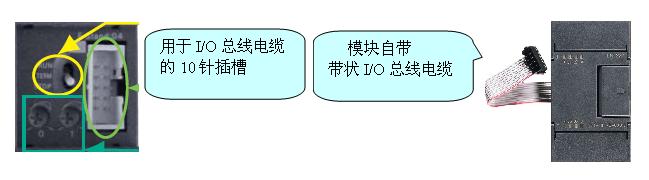
每個S7-200數(shù)字量模塊都自帶一根帶狀I(lǐng)/O總線電纜,如果該電纜滿*模塊之間的安裝寬度需求,可直接將該電纜插接在其它模塊上的10針插槽內(nèi),如下圖:
如果S7-200數(shù)字量模塊自帶的電纜不能滿*模塊之間的安裝寬度需求,可選用0.8米I/O擴展電纜。安裝示意圖如下:
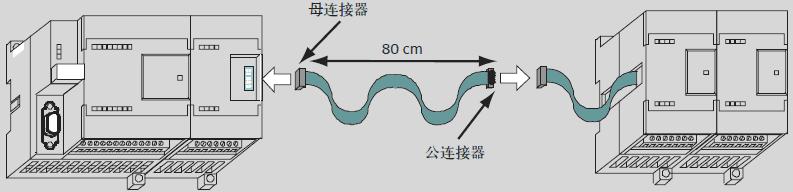
注:每套系統(tǒng)僅允許使用一條I/O擴展電纜.
I/O擴展電纜的詳細(xì)信息請點擊 查看
安裝說明請參考《S7-200可編程控制器系統(tǒng)手冊》第3章S7-200的安裝。
模塊I/O接線
• DI接線:
S7-200數(shù)字量模塊的DI有以下類型:

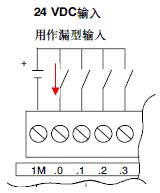
• 24V DC輸入:
這種輸入又分為24V DC漏型輸入和24VDC源型輸入。“漏型輸入”是電流流入DI輸入點的形式,如下圖箭頭所示:電流由外部流入模塊的I x.0輸入點,1M接0V DC;
“源型輸入”是電流由DI輸入點流出的形式,如下圖箭頭所示:電流由模塊的I x.0輸入點流出,1M接24V DC。

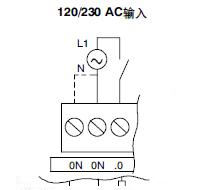
• 120/230V AC輸入
只有6ES7221-1EF22-0XA0這一種型號的模塊可以接交流輸入,具體的接線方式如下:
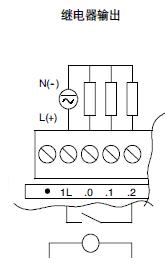
• DO接線:
繼電器輸出的DO點可接交流或直流。如下圖所示:1L接24V DC或250V AC 都可以。
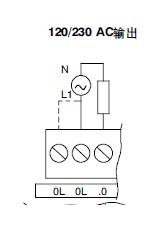
• 120/230V AC輸出
只有6ES7222-1EF22-0XA0為120V/230V AC輸出,具體的接線圖如下所示:
S7-200數(shù)字量模塊接線圖請參考《S7-200可編程控制器系統(tǒng)手冊》附錄A 圖A-9至圖A-12。
模塊I/O尋址
S7-200數(shù)字量模塊的位置和I/O地址不需要在編程軟件中配置,模塊的位置和I/O地址將按照離CPU的距離遞增排列。
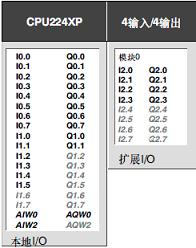
S7-200的DI/DO地址總是以8位(一個字節(jié))為單位遞增。如果CPU上的物理DI/DO點沒有*占據(jù)一個字節(jié),其中剩余未用的位也不能分配給后續(xù)模塊的DI/DO信號。如下圖所示的例子:CPU224 XP未占用的I1.6,I1.7及Q1.2-Q1.7都不能再分配給后續(xù)的4輸入/4輸出數(shù)字量擴展模塊,此擴展模塊將使用從I 2.0和Q 2.0開始的地址。
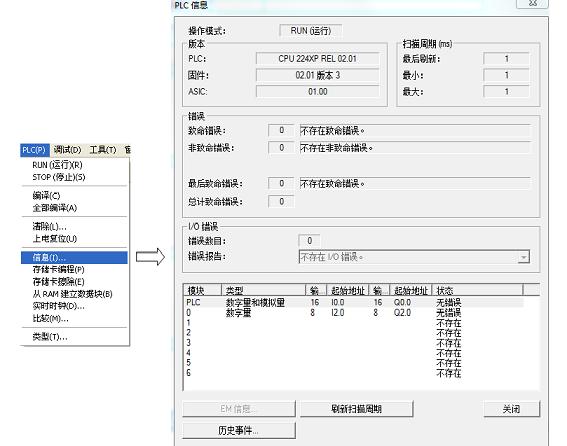
在Step 7 Micro/Win編程軟件中也可以查看到模塊的具體地址分配。使用Step 7 Micro/Win編程軟件的菜單命令“PLC >信息”,可查看擴展模塊實際位置和I/O地址分配。如上范例:CPU224XP擴展4DI/4DO其地址分配如下圖所示:可查看到數(shù)字量模塊的模塊位置為0,輸入點起始地址為I2.0,輸出點起始地址為Q2.0。
MICROMASTER 440 是用于控制三相交流電動機速度的變頻器系列。本系列有多種型號,額定功率范圍120W 到200kW 恒定(轉(zhuǎn)矩CT 控制方式),或者可達(dá)250kW (可變轉(zhuǎn)矩VT控制方式),供用戶選用。本變頻器由微處理器控制,并采用具有現(xiàn)代進技術(shù)水平的絕緣柵雙極型晶體管(IGBT )作為功率輸出器件。因此,它們具有很高的運行可靠性和功能的多樣性。其脈沖寬度調(diào)制的開關(guān)頻率是可選的,因而降低了電動機運行的噪聲。全面而完善的保護功能為變頻器和電動機提供了良好的保護MICROMASTER 440 具有缺省的工廠設(shè)置數(shù),它是給數(shù)量眾多的簡單的電動機控制系統(tǒng)供電的理想變頻驅(qū)動裝置。由于MICROMASTER 440 具有全面而完善的控制功能,在設(shè)置相關(guān)參數(shù)以后,它也可用于更高級的電動機控制系統(tǒng)。MICROMASTER 440 既可用于單機驅(qū)動系統(tǒng),也可集成到‘自動化系統(tǒng)’中。
相關(guān)圖形:

SIMATIC HMI 人機界面
SIMATIC 人機界面產(chǎn)品真正滿足不同用戶的個性化需求,使您*監(jiān)控生產(chǎn)進程,保證您的機器和工廠時刻處于優(yōu)化的高效運行狀態(tài)。
技術(shù)趨勢
隨著生產(chǎn)過程的日益復(fù)雜,生產(chǎn)機器和系統(tǒng)需要完成的控制任務(wù)更加多樣。簡化這種日益增長的復(fù)雜性是我們開發(fā)每件HMI 新產(chǎn)品的主要目標(biāo)。開放的,標(biāo)準(zhǔn)化的硬件和軟件接口使我們的產(chǎn)品遍及世界各個角落。
SIMATIC HMI 使您全面監(jiān)控
從簡單的按鈕面板到生產(chǎn)過程可視化監(jiān)控系統(tǒng),SIMATIC HMI全系列產(chǎn)品滿足各種應(yīng)用場合,包括個性化定制解決方案
圖形介紹:

西門子6ES7331-7HF01-0AB0
西門子順應(yīng)市場需求推出的 SIMATIC S7-200 SMART Compact CPU 經(jīng)濟實用,具備高性價比。配合 SMART LINE 人機界面和SINAMIC V20 變頻器,可為您的小型自動化控制系統(tǒng)理想的解決方案。 1.經(jīng)濟型 CPU 模塊具有 20 I/O,30 I/O,40 I/O,60 I/O 四種配置 2.高速器芯片,位指令執(zhí)行時間可達(dá) 0.15μs 3.支持高速計數(shù)功能,可實現(xiàn)單相 4 路100 KHz 或 2 路 A/B相 50 KHz 輸入 4.集成斷電數(shù)據(jù)保持功能,無需電池,只需簡單設(shè)置,輕松實現(xiàn)斷電數(shù)據(jù)保持 5.本體集成一個 RS485 通信接口,可連接觸摸屏或變頻器 6 .串口隔離,支持 Modbus-RTU、USS、自由口通信 7.CPU 模塊的輸入輸出端子可拆卸,CPU 可導(dǎo)軌或螺釘 8.220V AC 供電,繼電器輸出,支持 24V 源型或漏型輸入 9.使用 STEP7 Micro/WIN SMART 編程軟件,界面更友好,操作更簡單,全~面支持 Windows 10 操作系統(tǒng),(1)控制方式繼電器的控制是采用硬件接線實現(xiàn)的,利用繼電器機械觸點的串聯(lián)或并聯(lián)及延時繼電器的滯后動作等組合形成控制邏輯,只能完成既定的邏輯控制。 而西門子PLC采用存儲邏輯,其控制邏輯是以程序方式存儲在內(nèi)存中,要改變控制邏輯,只需改變程序即可,方便快捷。(2)控制速度繼電器控制邏輯是依靠觸點的機械動作實現(xiàn)控制,工作頻率低,毫秒級,機械觸點有抖動現(xiàn)象。西門子PLC是由程序指令控制半導(dǎo)體電路來實現(xiàn)控制,速度快,微秒級,嚴(yán)格同步,無抖動。(3)延時控制繼電器控制系統(tǒng)是靠時間繼電器的滯后動作實現(xiàn)延時控制,而時間繼電器定時精度不高,受環(huán)境影響大。 西門子PLC用半導(dǎo)體集成電路作定時器,時鐘脈沖由晶體振蕩器產(chǎn)生,精度高,調(diào)整時間方便,不受環(huán)境影響。(4)上傳數(shù)據(jù)四、現(xiàn)在水泥廠的自動化程度越來越高,對設(shè)備DCS的要求也越來越高,因此在電氣方面我們要實現(xiàn)如下功能:⑴能自動實現(xiàn)從啟除塵器設(shè)備到水泥罐車裝滿的全過程。⑵運行過程中,能將各設(shè)備的運行信號反饋到中控室。⑶中控室接到備妥后可以實現(xiàn)遠(yuǎn)程啟、停設(shè)備。⑷停車狀態(tài)下,設(shè)備的備妥信號。⑸運行過程中若出現(xiàn)故障,可向中控室故障信號。⑹實時監(jiān)控水泥罐車內(nèi)水泥的多少。西門子S7-200 小型可編程控制器:

為了節(jié)約和進步勞動生產(chǎn)率,絕大多數(shù)軸承套圈都是通過鑄形成型,鋼球是通過冷鐓或熱軋成型,小尺度的滾子也是通過冷鐓成型。若是鋼材的尺度精度不高,就無法地核算下料尺度和分量,而不能確保軸承零件的產(chǎn)品質(zhì)量,也簡單形成設(shè)備和模具的損壞。*嚴(yán)厲的外表缺點和內(nèi)部缺點需求,對軸承鋼而言,外表缺點包含裂紋、夾渣、毛、結(jié)疤、氧化皮等,內(nèi)部缺點包含縮孔、氣泡、白點、嚴(yán)峻的疏松和偏析等。這些缺點關(guān)于軸承的、軸承的功能和壽數(shù)有很大的影響,在軸承規(guī)范中清晰規(guī)則不允許呈現(xiàn)這些缺點。剛性能滿足機械軸系所需剛性的軸承類型[軸承承受負(fù)荷時,滾動體與滾道的接觸部分會產(chǎn)生性變形。高剛性是指這種性變形的變形量較小]在機床主軸和汽車末級減速裝置等部位,在提高軸的剛性的同時,還必須提高軸承的剛性。滾動軸承承受負(fù)荷生的變形比球軸承小。對INA軸承施加預(yù)緊(負(fù)游隙)可以提高剛性。該方法適用于角接觸球軸承和圓錐滾子軸承。內(nèi)圈與外圈的相對傾斜分析使軸承內(nèi)圈與外圈產(chǎn)生相對傾斜的因素(如負(fù)荷引起的軸的撓曲、軸及外殼的精度 或誤差),并選擇能適應(yīng)這種使用條件的INA軸承類型。
西門子S7-200針對低性能要求的摸塊化小控制系統(tǒng),它多可有7個模塊的擴展能力,在模塊中集成背板總線,它的網(wǎng)絡(luò)聯(lián)接有rs-485通訊接口和profibus兩種,可通過編程器pg訪問所有模塊,帶有電源、cpu和i/o的一體化單元設(shè)備。其中的擴展模塊(em)有以下幾種:數(shù)字 vac;數(shù)字量輸出(do)——24vdc和繼電器;模擬量輸入模塊(ai)——電壓、電流、電阻和熱電偶;模擬量輸出模塊——電壓和電流。還有一個比較特殊的模塊-通訊器(cp)——該塊的功能是可以把s7-200作為主站連接到as-接口(傳感器和執(zhí)行器接口),通過as-接口的從站可以控制多達(dá)248個設(shè)備,這樣就可以顯著的擴展s7-200的輸入和輸出點數(shù)。

一般切入3-4圈螺紋時,絲錐位置應(yīng)正確無誤。以后,只須轉(zhuǎn)動絞手,而不應(yīng)再對絲錐加壓力,否則螺紋牙形將被損壞。攻絲時,每扳轉(zhuǎn)絞手1/2-1圈,就應(yīng)倒轉(zhuǎn)約1/2圈,使切屑碎斷后容易排出,并可減少切削刃因粘屑而使絲錐軋住現(xiàn)象。攻不通的螺孔時,要經(jīng)常退出絲錐,排除孔中的切屑。攻塑性材料的螺孔時,要加潤滑冷卻液。對于鋼料,一般用機油或濃度較大的乳化液要求較高的可用菜油或二硫化鉬等。對于不銹鋼,可用3號機油或硫化油。
西門子S7-300 中型可編程控制器:
西門 對的是中小系統(tǒng),他的模塊可以擴展多達(dá)32個模塊,背板總線也在模塊內(nèi)集成,它的網(wǎng)絡(luò)連接已比較成熟和流行,有mpi、工業(yè)以太網(wǎng),使通訊和編程變得簡單,選擇性也比較多,并可借助工具進行組態(tài)和設(shè)置參數(shù)。s7-300的模塊稍微多一點,除了信號模塊(sm)和200的em模塊同類型之外,它還有接口模塊(im)——用來進行多層組態(tài),把總線從一層傳到另一層;占位模塊(dm)——為沒有設(shè)置參數(shù)的信號模塊保留一個插槽或為以后的接口模塊保留一個插槽;功能模塊(fm)——執(zhí)行特殊功能,如計數(shù)、、閉環(huán)控制相當(dāng)于對cpu功能的一個擴展或補充;通訊器(cp)——點對點連接、profibus和工業(yè)以太網(wǎng)。針對cpu設(shè)計模式選擇器有:mres=模塊復(fù)位功能;stop=停止模式,程序不執(zhí)行;run=程序執(zhí)行,編程器只讀操作;run-p=程序執(zhí)行,編程器可讀寫操作。狀態(tài)指示器:sf,batf=電池故障;dc5v=內(nèi)部5vdc電壓指示;frce=表示至少有一個輸入或輸出被強制;run=當(dāng)cpu啟動時閃爍,在運行模式下常亮;stop=在停止模式下常亮,有存儲器復(fù)位請求時慢速閃爍,正在執(zhí)行復(fù)位時快速閃爍。mpi接口用來連接到編程設(shè)備或其它設(shè)備,dp接口用來直接連接到分布式i/o。
 您好, 歡迎來到化工儀器網(wǎng)
您好, 歡迎來到化工儀器網(wǎng)


















