 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網








| 應用領域 | 電子/電池 | 應用領域 | 電子 |
|---|---|---|---|
| 產地 | 德國 | 品牌 | 西門子 |
《銷售態度》:質量保證、誠信服務、及時到位!
《銷售宗旨》:為客戶創造價值是我們永遠追求的目標!
《服務說明》:現貨配送至全國各地含稅(17%)含運費!
《產品質量》:原裝正品,*!
《產品優勢》:專業銷售 薄利多銷 信譽好,口碑好,價格低,貨期短,大量現貨,服務周到!
 |
| 參考價 | 面議 |
更新時間:2021-08-02 15:44:52瀏覽次數:329
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
 |
 |
 |
西門子模塊6ES7405-0DA02-0AA0
模塊化設計
模塊化微型PLC 系統,滿足中、小規模的性能要求
各種性能的模塊可以非常好地滿足和適應自動化控制任務
簡單實用的分布式結構和多界面網絡能力,使得應用十分靈活
方便用戶和簡易的無風扇設計
當控制任務增加時,可自由擴展
大量的集成功能使它功能非常強勁
2、安裝簡單、維護方便
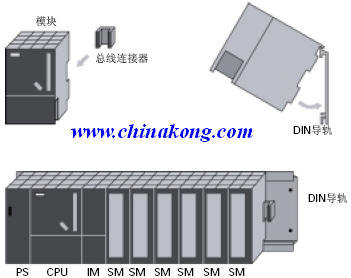
DIN標準導軌安裝:只需簡單地將模塊鉤在 DIN標準的安裝導軌上,轉動到位,然后用螺栓鎖緊。
集成的背板總線:背板總線集成在模塊上,模塊通過總線連接器相連,總線連接器插在機殼的背后。
更換模塊簡單并且不會弄錯:更換模塊時,只需松開安裝螺釘。很簡單地拔下已經接線的前連接器。在連接器上的編碼防止將已接線的連接器插到其他的模塊上。
可靠的接線端子:對于信號模塊可以使用螺釘型接線端子或彈簧型接線端子
TOP連接:采用一個帶螺釘或夾緊連接的1至3線系統進行預接線。或者直接在信號模塊上進行接線。
確定的安裝深度:所有的端子和連接器都在模塊上的凹槽內,并有端蓋保護,因此所有的模塊都有相同的安裝深度。
沒有槽位的限制:信號模塊和通訊處理模塊可以不受限制地插到任何一個槽上,系統自行組態。
靈活布置:機架(CR/ER)可以根據布局需要,水平或垂直安裝。
獨立安裝:每個機架可以距離其他機架很遠進行安裝,兩個機架間(主機架與擴展機架,擴展機架與擴展機架)的距離長為10 米。
如果用戶的自控系統任務需要多于8個信號模塊或通訊處理器模塊時,則可以擴展 s7-300機架(CPU314以上)
三、S7-300 PLC性能
SIMATIC S7-300 的大量功能支持和幫助用戶進行編程啟動和維護
高速的指令處理:0.6~0.1μS的指令處理時間在中等到較低的性能要求范圍內開辟了全新的應用領域。
浮點數運算:用此功能可以有效地實現更為復雜的算術運算。
方便用戶的參數賦值:一個帶標準用戶接口的軟件工具給所有模塊進行參數賦值,這樣就節省了入門和培訓的費用。
人機界面 (HMI):方便的人機界面服務已經集成在S7-300 操作系統內。因此人機對話的編程要求大大減少。SIMATIC人機界面(HMI)從S7-300中要求數據,S7-300按用戶的刷新速度傳送這些數據。S7-300操作系統自動地處理數據的傳送。
診斷功能:CPU的智能化的診斷系統連續監控系統的功能是否正常、記錄錯誤和特殊系統事件
(例如:超時,模塊更換,等等)。
口令保護:多級口令保護可以使用戶高度、有效地保護其技術機密,防止未經允許的復制和修改。
操作方式選擇開關 :操作方式選擇開關像鑰匙一樣可以拔出,當鑰匙拔出時,就不能改變操作方式。
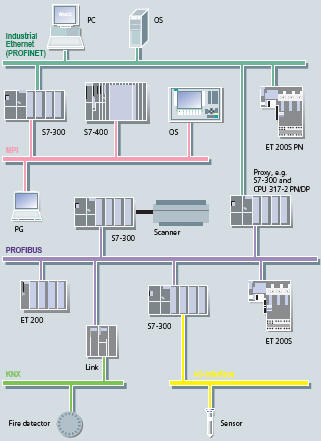
四、S7-300 PLC通訊功能
SIMATIC S7-300具有多種不同的通訊接口:
多種通訊處理器用來連接AS-i接口、PROFIBUS和工業以太網總線系統
通訊處理器用來連接點到點的通訊系統
多點接口(MPI)集成在CPU中,用于同時連接編程器、PC機、人機界面系統及其他SIMATICS7/M7/C7等自動化控制系統。這是一個經濟而有效的解決方案;方便用戶的step7的用戶界面提供了通訊組態功能,這使得組態非常容易、簡單。
(1)通過多點接口(MPI) 的數據通訊
所有CPU都配有一個MPI接口X1。組態配有MPI/DP接口的CPU,作為MPI節點。要使用DP接口,在STEP7中設置DP接口模式。
MPI(多點接口)表示用于PG/OP連接或用于在MPI子網中進行通訊的CPU接口。所有CPU的典型(缺省)傳輸率為187.5kbps。對于與S7-200的通訊,還可以將傳輸率設置為19.2kbps。315-2PN/DP和317 CPU支持高達12Mbps的傳輸率。
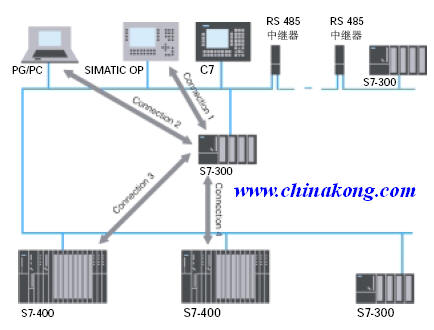
能進行MPI通訊的設備
PG/PC
OP/TP
帶有MPI的S7-300/S7-400
S7-200(僅19.2kbps)
(2)通過PROFIBUS-DP接口通訊
CPU至少配有一個DP X2接口。315-2PN/DP和317 CPU配有一個MPI/DP X1接口。帶有MPI/DP接口的CPU帶有缺省的MPI組態。如果要使用DP接口,則需要在STEP7中設置DP模式。
PROFIBUS DP接口主要用于連接分布式I/O。例如,PROFIBUS DP允許您創建大型子網。可將PROFIBUS DP接口設置為在主站或從站模式下運行,支持的傳輸率可達12Mbps。
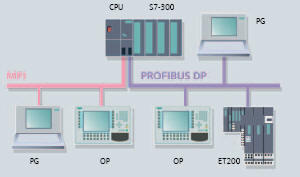
能進行PROFIBUS DP通訊的設備
PG/PC
OP/TP
DP從站
DP主站
執行器/傳感器
帶有PROFIBUS DP接口的S7-300/S7-400
(3)通過PROFINET(PN)通訊
帶有“PN”名稱后綴的CPU配有一個PN X2接口。連接到工業以太網可以使用CPU的集成PROFINET接口與“工業以太網”建立連接。可通過MPI或PROFINET組態CPU的集成PROFINET接口。
能進行PROFINET(PN)通訊的設備
PROFINET IO組件(如,ET 200S中的接口模塊IM 151-3 PN)
帶有PROFINET接口的S7-300/S7-400(如,CPU 317-2PN/DP或CPU 343-1 PN)
激活的網絡組件(如開關)
帶有網卡的PG/PC
(4)通過點對點(PtP)通訊
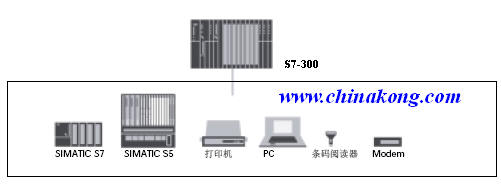
帶有“PtP”名稱后綴的CPU配有一個PtP X2接口。使用CPU的PtP接口,可使用串行接口連接外部設備。可以在全雙工模式下以高達19.2kbps的傳輸率(RS 422),或半雙工模式下以高達38.4kbps的傳輸率(RS 485)來運行此類系統。
使用PtP通訊可以通過串行端交換數據。PtP通訊可用于自動化設備、計算機或由其它廠商提供的具有通訊功能的系統之間的互連。該功能還允許使用通訊伙伴的協議。
可連接下列設備:
S7 PLC和S5 PLC及第三方系統
打印機
機器人控制
掃描儀、條碼閱讀器等
五、模板的診斷及過程監視
S7-300有多種輸入/輸出模板具有智能功能:
對信號進行監視(診斷)
對過程信號進行監視(過程中斷)
西門子模塊6ES7405-0DA02-0AA0

1、什么叫精益生產?
答:是指運用多種現代和手段,以社會需求為依據,以充分發揮人的作用為根據,有效配置和合理使用企業資源,限度地為企業謀取經濟效益的一種新型生產。
2、精益生產的目標是什么?
答:無效勞動和浪費,限度地為企業謀取經濟效益。
3、精益生產的核心是什么?
答:“精”就是精干,“益”就是效益,“精益”就是要投入少,產生多。
4、精益生產與大量生產在思維上的根本區別在哪里?
答:對企業經營目標無止境的盡善盡追求。
5、什么是精益生產追求的無止境的盡善盡目標?
答:低成本、無廢品、零庫存和產品多樣化。
6、我公司為什么要推行精益生產?
答:為了勞動效率,無效勞動和浪費,取得的經濟效益,企業的競爭力。
7、精益生產只適合生產制造部門(領域)嗎?
答:不對,還應擴展到產品、協作配套、*、財務等部門(領域),貫穿于企業生產經營活動全。
8、精益生產的特征是什么?
A、實行拉動式的準時化生產,杜絕一切超量制造;
B、產品和生產周期短;
C、主機廠與協助廠關系密切共同利益;
9、精益生產的起點在哪里?
答:精益生產的起點在銷售,而且把用戶看成是生產制造的組成部分。
10、推行精益生產的難點在哪里?
答:難點是在思想觀念上的轉變。
11、精益生產有哪幾種主要?
答:準時化生產、看板、平準化生產、快換工裝、作業、同步節拍生產、活動、設備*、目標成本、三不流控制法等十個方面。
12、精益生產的重要組成部分是什么?
答:組織拉動式(準時化)生產、改進改良勞動組織和現場,制造中的無效勞動和浪費。
13、什么叫有效勞動和無效勞動?
答:能價值和附加價值的勞動叫有效勞動;不能附加價值的勞動是無效勞動。
14、精益生產組織生產的基本做法是什么?
答:用拉動式替代的推動式。
15、拉動式生產的核心是什么?
答:是準時化,就是要求在需要的時候,生產需要的產品和需要的數量。
16、提前生產,超額完成任務是勞動效率高的,應該屬有效勞動的,對嗎?
答:不對,超量生產也是一種無效勞動和浪費。
17、既然搬運屬一種浪費,那么工廠應*取消搬運嗎?
答:不能,必要的搬運在工廠里是必需的,但應把它到程度。
18、拉動式的特點是什么?
答:一是堅持以后道工序需求出發,寧肯中斷生產,也不搞超量生產,二是生產指令不僅僅是生產作業計劃,而且還要用看板進行微。
19、精益生產認為生產現場的無效勞動和浪費主要有哪幾個方面?
答:A、超量生產造成的無效勞動;
B、等待的浪費;
C、搬運的浪費;
D、的浪費;
E、庫存的浪費;
F、加工本身的無效勞動和浪費;
G、制造不良品的浪費。
20、如何解決超量生產造成的無效勞動?
答:采用準時化生產和看板來排除。
21.如何排除等待所造成的浪費?
答:勞動分工,嚴密組織生產。
22.如何搬運中的浪費?
答:平面布置,合理組織物流。
23.如何上的浪費?
答:改進工位布置和操作,以的浪費。
24.什么叫“拉動式”生產?
答:所謂“拉動式”生產就是每一道工序的生產都是由其下道工序的需要拉動的,生產什么,生產多少,什么時候生產都是以正好下道工序的需要前提。
25.精益生產中的“三為體制”是指什么?
答:所謂“三為體制”就是以生產現場為中心,以生產工人為主體,以車間主任為首。
26.什么是小組工作法?
答:小組工作法就是企業的生產組織以小組為單位,不僅組織生產,而且參與,甚至參與經營。
27。“小組工作法”中小組的責任是什么?
答:完成生產任務,產品,控制物料消耗,更換工裝夾具,搞好設備,從事現場。
28.現場作業的主要內容包括哪四個方面?
答:作業的主要內容包括生產節拍、在制品、工藝規程和四個方面。
29.“5S”活動與精益生產的關系是什么?
答:“5S”活動是一切工作的基礎,搞不好“5S”活動,要推行精益生產只能是一句空話。
30.精益生產中作業是由現場人員(或職能部門)制定,還是由生產組長制定?作業應懸掛在什么地方?
答:主要是生產組長制定,同時應懸掛在作業現場。
31.什么是看板?
答:看板是一種能夠調節和控制在必要時間生產出必要數量的必要產品的手段。
32.實施看板的條件是什么?
答:a.以線作業為基礎;
b.均衡生產,工藝規程和流程執行良好,工序能控制;
c.設備工裝良好,加工;
d.原材料、外協外購件供應數量、有;
e.實施作業,生產現場平面布置合理。
33.看板實行的是發貨制嗎?
答:不是,它是實行取貨制,從后的裝配線按需要向機械加工線取貨。
34.看板取貨的原則是什么?
答:在必要的時候只取必要的品種和必要的數量。
35.看板的作用是什么?
答:是生產活動中的“生產指令”、“運輸指令”和“領料指令”,起著控制生產,微調作業計劃和信息反饋的作用。
36.不見看板不發料對嗎?
答:對,后工序只有在必要的時候,向前工序必要數量的必要零件。
37.后工序發現不良品怎么辦?
答:停止生產線,找出不良品,不良品決不送往后工序。
38.看板的使用數目越多越好嗎?
答:不對,看板的作用數目,代表著某種零件的庫存量,庫存量的,是所有浪費的根源,所以看板使用數目應減至少。
39.精益生產的利潤經營主要以什么為中心?它由哪三大支柱構成?
答:主要以成本體系為核心,它由成本規劃、成本、成本控制三大支柱構成。
40.精益生產認為成本控制的應哪一階段?為什么?
答:成本控制的首先產品階段,因為80%的成本是在設計階段形成的。
41.何謂成本?成本活動的中心是什么?
答:成本是通過排除生產制造的各種浪費,達到成本的活動。控制好超量生產是成本活動的中心課題。
42.試敘目標成本的概念?
答:目標成本,是從產品壽命期間的目標利潤出發,規劃單位產品應達到的成本目標。
43.確定目標成本的目的是什么?
答:確定目標成本是為了實現產品壽命周期內的利潤,是設計階段成本目標值的依據和計算基礎。
44.試述精益生產中的售價減法公式及其含義?
答:售價—利潤=成本。即以用戶能接受的售價—確保必要的利潤=只能用這些成本制造。
45.試述在產品設計中推行目標成本的步驟?
答:a.在設計中要充分考慮直接材料費和加工費;
b.設計中要沿著“畫試制圖→加工試制件→對試制件成本估算→開展價值工程分析”這樣一個循環,使設計同時達到和成本兩個目標的要求;
c.對占成本60%—70%的外購件在交試制圖的同時,還要提出外購零件的目標成本,由供貨廠家按目標要求,開展價值工程分析,努力達到;
d.在用次試制圖試制樣品的同時,進行成本估算;
e.根據成本估算的結果,確認目標成本達到的情況,分析原因、研究對策、并把結果再次反饋到圖紙的設計中。
46.“三不流”的內容是什么?
答:a.不合格的原材料和不協作件不投產;
b.不合格的零件不裝配;
c.不合格的產品不出廠。
47.“三不流”的控制原則是什么?
答:a.用戶至上的原則;
b.定性考核與定量考核相結合的原則;
c.解決問題,眼睛向內的原則。
48.什么是產品審核?
答:產品審核是為產品信息,地以用戶在使用中對產品的評價,來檢查和評價產品。
49.什么是奧迪特評審?
答:產品審核又叫AUDITE評審,是一汽在1992年1月把德國奧迪轎車的審核辦法應用到CA141汽車上的。
50.審核的任務是什么?
答:發現的缺陷,分析其產生的尋求與產品適用性的途徑與措施,為產品提供依據。
51.產品審核是不是對合格的再檢查?
答:不是,產品審核的目的不在于檢查把關,也不同于性檢查或產品驗收檢查。它是根據薄弱環節,確定審核項目,并逐一進行檢查評價。
52.產品審核的根據是什么?
答:根據用戶反饋的信息和企業中的薄弱環節,確定審核項目,并編制成審核評級指導書,逐一進行檢查和評價。
53.為什么缺陷的個數總和不能衡量生產水平?
答:因為各種缺陷對產品適用性的影響程度不同,偏離要求和程度也不同,所以不能簡單相加。
54.對缺陷嚴重性進行分級,應注意哪些問題?
答:應注意產品性、性能、壽命、可靠性以及外觀、包裝(備品)等方面的問題,特別是要從用戶挑選和使用的角度去進行研究。
55.產品審核評級指導書是長期不變的嗎?為什么?
答:錯,不是長期不變的。因為用戶適用性需求在不斷發生變化,工廠的控制活動和成效是動態的,改進工作也在不斷甚至消滅某些缺陷。
56.精益生產就是要使多余人員清楚地浮現出來的體系,對不對?
答:對,企業的者和部門,要求清楚地富余人員,使這些人合理的安排、有效地利用。
57.精益生產在上的基本觀念是什么?
答:是制造出來的而不是檢查出來的,一切生產線外的檢查、把關及返修都不能創造附加價值,反倒了成本,是一種無效勞動和浪費。
58.企業生產要由市場需求來拉動,對不對?
答:對,企業生產計劃要按市場預測制定,并按實際訂貨高速生產與銷售做到基本一致。
59.精益生產應用在產品方面有哪些優點?
答:a.產品品種;
b.周期;
c.效率。
60.什么是產品的同時同步工程?
答:產品從一開始設計,工藝、、成本、銷售等部門就聯手參加工作,各時間是疊加在一起的。
61.精益生產中主機廠與協作廠之間是什么關系?
答:建立起一種互相依存和互相信賴的關系,共同發展和。
62.如何選擇協作廠家?
答:主要通過嚴格的實際考察或根據以往合作的一貫確定,而不是采用招標的辦法。
63.精益生產廠家的協作配套普遍采用什么供貨?
答:采用直達供應和直送工位。
64.精益生產中的銷售主要有哪兩種?
答:a.;
b.完善售后服務忠誠的用戶。
65.什么叫準時化生產?
答:在需求變動時,能迅速地適度生產的叫準時化生產。
66.構成生產前置期的三個要素是什么?
答:各制造中特定批量產品的加工時間、等待時間、搬運時間。
67.工裝包括哪些東西?
答:工裝包括、夾具、鋪具、量具、鉗工工具與工位等。
68.為什么要快換工裝?
答:快換工裝的目的是縮短生產時間,多品種混合生產和多品種輪番生產的組織效率。
69.如何實現快換工裝?
答:a.采用化工裝;
b.采用機能堅固件;
c.采用工作臺;
e.采用轉位、快換元件;
f.采用一次通過調換工裝。
70.設置*的主要目標是什么?
答:在生產運行中設備*運轉周期,設備使用壽命,終實現設備的保值或增值。
71.設備*是以什么為中心?以什么為主的?
答:以為中心,對設備精度進行跟蹤;以預防性修理為主,實行針對性設備檢修。
72.故障關鍵要哪兩個環節?
答:一是故障的判斷,二是故障的排除,這是停臺的有效措施和手段。
73.全員設備的在哪里?
答:在操作工人的設備意識。
74.什么叫作業?
答:作業是指把生產中的五種要素(人、機、料、法、環)進行組合,按準“時化”生產的要求制定出相適應的作業。
75.什么是作業?
答:作業是進行作業的各種規范,是作業的組成部分。
76.作業的目的是什么?
答:作業的目的是利用少的工人,從事生產的一種作業。
77.作業的主要內容包括哪三個方面?
答:包括:生產節拍、工藝流程、在制品量。
78.什么叫生產節拍?
答:生產節拍是在生產中,相繼完成兩件在制品之間的時間間隔,它是由生產數量和勞動時間來決定的。
79.什么是作業組合表?
答:它是作業人員應該認真遵守的法令性技術文件,包括生產節拍、作業順序、作業內容、作業時間等內容。
80.在制定作業中,作業指導書是依據什么來編制的?
答:作業指導書是根據零件工序能力表和作業組合表來編制的。
81.如何貫徹實施作業?
答:a.把作業懸掛在生產現場;
b.對作業人員進行教育;
c.經常修訂作業內容。
82.作業內容制定以后,是否就一成不變呢?
答:不是,作業在實施中,要隨時修訂不合理的地方。
83.作業與作業是否相同?
答:不同。作業是進行作業的各種規范,是作業的組成部分。
84.同步節拍生產的特點是什么?
答:同步節拍生產的特點是每條生產線的每道工序不允許各干各的,要同時起步,后工序未取走,前工序不加工,生產線只保留必要的在制品儲備。
85.U型機器配置的重要特點是什么?
答:U型機器配置的重要特點是在于生產線的出入口在同一位置。
86.實現同步節拍生產需要的三個要素是什么?
答:a.適當的機器配置;
b.多技能的操作人員;
c.操作流程不斷評估和定期修正。
87.同步化節拍生產的組織有哪些?
答: a.進行工時查定,編制作業指導書和作業組合表;
b.對設備平面布置和機床進行改造以作業效率;
c.改造工位,無效勞動和零件磕碰傷;
d.只儲備必要的在制品。
88.活動的主要內容有哪些?
答:活動的主要內容有:工藝、設備、操作、。
89.企業生產現場作業可歸納為哪三種情況?
答:a.純粹不必要的作業;
b.不創造附加價值作業;
c.創造附加價值的作業。
90.活動的目的是什么?
答:活動的目的是為了節省人力,從而達成本,提益的目的。
91.試述精益生產中應用計算機所起作用?
答:計算機可以很快地處理大量而繁雜的信息,人員勞動強度,信息,彌補上人為造成的漏洞。
92.CAD、CAM是指什么?
答:CAD、CAM分別是指計算機輔助設計和計算機輔助制造。
93.CAD、CAM應用效果體現哪幾個方面?
答:a.縮短新產品周期;
b.設計和制造;
c.企業的經濟效益;
d.實現設計數據共享;
e.加速設計人才的。
94.目前,在輔助中主要應用什么計算機,可以取得什么樣的效果?
答:主要應用MRP—Ⅱ輔助,它可以庫存,交貨率,企業生產效率,采購費等。
95.為什么要在精益生產中應用計算機?
答:精益生產要求迅速而又準確地了解社會需求,以便能夠快速決策,更快地制造出品種更多、價格更便宜的產品。計算機處理事務速度高,并可以提供各方面的服務,推行精益生產,應用計算機是工具。
96.什么叫排時法?
答:將研究和時間研究有效結合起來的一種技術。
97.排時法主要有什么用途?
答:用于生產部門計算純工作時間,以便進一步生產效率。
98.推行應用排時法能取得哪些效果?
答:a.生產裝配線的效率;
b.改進操作,工人勞動強度;
c.促進裝配的;
d.工作,員工素質。
99、工裝是指什么?
答:工裝是指企業對工裝(、夾具、模具、量具)的設計、制造、使用等環節進行的活動。
100、三步曲是?
答:計劃、控制、改進
 |
 |
 |
 |
 |