 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網










| 產地類別 | 進口 | 應用領域 | 化工,石油,電子,交通 |
|---|
潯之漫智控技術有限公司 上海詩慕自動化設備有限公司
本公司銷售西門子自動化產品,*,質量保證,價格優勢
西門子PLC,西門子觸摸屏,西門子數控系統,西門子軟啟動,西門子以太網
西門子電機,西門子變頻器,西門子直流調速器,西門子電線電纜
我公司大量現貨供應,價格優勢,*,德國*
 |
| 參考價 | 面議 |
更新時間:2020-05-18 15:02:55瀏覽次數:207
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
 |
 |
供應西門子S7-300CPU313C 供應西門子S7-300CPU313C
潯之漫智控技術有限公司 上海詩慕自動化設備有限公司
本公司銷售西門子自動化產品,*,質量保證,價格優勢
西門子PLC,西門子觸摸屏,西門子數控系統,西門子軟啟動,西門子以太網
西門子電機,西門子變頻器,西門子直流調速器,西門子電線電纜
我公司大量現貨供應,價格優勢,*,德國*
1、工業庫簡介
SIMATIC PCS 7工業庫(SIMATIC PCS 7 Industry Library,以下簡稱IL)為PCS 7 V8.0以上版本提供了全新的控制功能庫,是對PCS 7高級過程庫(APL)的擴展,集成了非標準PCS 7 系統的工廠組件,包括S7-300控制器或者WinCC Flexible操作員面板。此外,IL中還集成了多個行業庫,例如,水、廢水處理行業庫和樓宇自動化行業庫。PCS 7 IL與PCS 7 APL一起使用,可對不同領域內的控制任務實現協調*的總體解決方案。
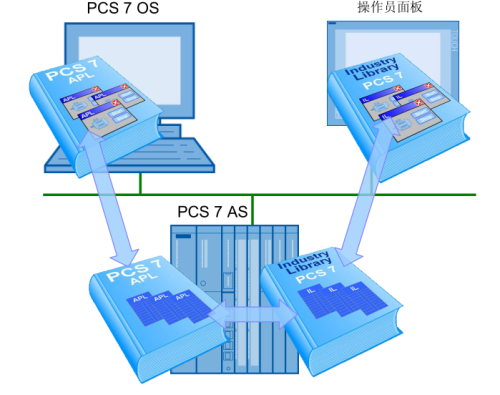
圖1-1 PCS 7工業庫
在多數PCS 7應用場合中,除了和過程控制直接相關的核心組件之外,工廠中還廣泛存在需要獨立控制的機器和設備,這些所謂的“成套設備”都是可以實現特定生產任務的控制子單元。由于點數規模較小、控制任務相對單一、邏輯運算為主等特點,所以,部分“成套設備”的控制都采用S7-300配合操作員面板使用。關于如何基于工業庫在PCS 7中集成操作員面板請參考如下應用文檔:
| 《如何基于工業庫在PCS 7中集成Panel》 下載中心文檔編號:F0698 57252181 更多關于工業庫安裝前提條件、支持的S7-300版本、安裝過程以及功能特性,可以參考如下文檔: 《PCS 7工業庫安裝指南》 |
為了實現在PCS 7中集成S7-300 CPU,在PCS 7 V8.0中工業庫提供了兩個子庫:IL for PCS 7和IL for S7,其中的“IL for S7”主要就是面向S7-300 CPU環境下的應用需求。而在PCS 7中集成S7-300 CPU主要有兩個方式,一個是以S7-400 CPU為主,S7-300 CPU作為類似RTU的角色與S7-400 CPU通訊,提供相應的數據;另一個方式則是S7-300 CPU獨立組態,包含OS或操作員面板等,無須額外的作為主控的S7-400 CPU站。
本文分別按照兩個不同方式介紹具體的實現步驟,并在此過程中重點介紹“IL for S7”中功能塊調用、與S7-400 CPU的通訊以及分層操作等三個方面。
2、S7-300 CPU組態工業庫
在集成S7-300 CPU的PCS 7系統項目中,S7-300 CPU及其對應的操作員面板是一相對獨立的單項目,該項目可以在PCS 7項目中創建生成,也可以來自成套設備提供商。同時,相關的功能塊還需要在OS上產生圖標和操作面板,實現類似于APL功能塊一樣的操作。為此,集成的S7-300 CPU的程序需要基于IL S7庫來組態。具體組態過程如下:
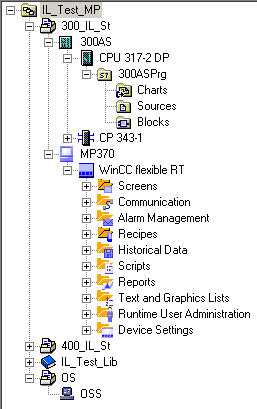
2.1 創建多項目框架
由于PCS 7的創建項目向導中沒有集成S7-300 CPU的選項,所以需要按照手動的方式床架如下圖所示框架的多項目。其中的“300_IL_St”單項目就是包含了S7-300 CPU站和操作員面板組態項目。
示例項目采用CPU 317-2DP和MP370,只見通過IE完成通訊連接。具體S7-300 CPU站點的組態與常規項目組態*。
按此在新窗口瀏覽圖片
@
現代PLC運算速度高速化的趨勢
運算速度高速化也是日本PLC系統追求的一個重要目標。由于目前PLC的CPU模塊競相采用32位RISC芯片,運算速度大為提高。一般基本指令的執行速度均達到數十個納秒(ns),如三菱電機的Q02HCPU其輸入指令的執行時間為34ns,富士電機MICREX-SX系列SPH300達20ns,橫河電機的FA-M3系列的F3SP59-7S其輸入指令的執行時間為17.5ns。僅看一種指令的執行時間并不能完整地說明問題。日本電機工業會(日本電機工業的行業協會)JEMA一直倡導用PCmix值(即PLC的處理時間性能表示指標,用1微秒執行的基本指令和數據處理指令的平均次數來表示)來衡量PLC的運算速度。所謂1微秒執行的基本指令和數據處理指令的平均次數,是按PLC應用程序所使用的指令的頻繁程度的統計平均值計算的。一般是基本指令占54%(其中輸入指令占17%,輸出指令13%,邏輯運算指令21%,定時器輸出3%),數據處理指令占39%(其中傳送指令占25%,四則函數運算指令,比較指令6%),其它指令7%。仍以三菱電機的小Q系列為例,其中的Q25HCPU的PCmix值是10.3,比A2UHCPU-S1快5倍(為2.0),比A2SHCPU快20倍多(PCmix值為0.5)。隨著PLC的功能擴展,運算指令、文字處理指令、通信指令等用的越來越多,各種指令的使用頻率也會發生一定的變化,PCmix值的計算也會有所變化。這里順便提一下,之所以要多次舉三菱電機為例,是因為它的PLC的*占日本的50%以上,為日本的大PLC供應廠商,因而具有相當的典型性。同時,通過軟件技術提升PLC操作系統的水平,實現了事件中斷的高速響應(200微秒)功能,高速計數功能,0.5毫秒(三菱電機的小Q系列PLC)、甚至0.2毫秒(橫河電機的的FA-M3系列PLC)的恒定掃描時間功能
@
現代PLC與外部設備的數據交換速度高速化
與外部設備的數據交換速度高速化。
PLC的CPU模塊通過系統總線(一般做在基板的印刷電路上)與裝插在基板上的各種I/O模塊、特殊功能模塊、通信模塊等交換數據,裝插的模塊越多,CPU模塊與那些模塊之間的數據交換的時間就會增加。這種數據交換的時間的增加,在一定程度上會使PLC的掃描時間加長。因此,有必要采取以下措施使系統總線傳輸速度高速化:增加系統總線的帶寬使一次傳輸的數據量增多,例如三菱電機的小Q系列PLC,增加了系統總線的帶寬,使所傳輸的數據量是以前的2倍;在系統總線存取的方式上,采用連續成組傳送技術實現連續數據的高速批量傳送,大大縮短了存取每個字所需的時間;通過向與系統總線相連接的模塊實現全局傳送,即針對多個模塊同時傳送同一數據,有效地用活了系統總線。
PLC編程設備服務處理的高速化趨勢簡介
編程設備服務處理的高速化。
當掃描時間為數十毫秒時,幾毫秒的編程工具和監控設備的服務處理時間不會帶來什么問題。但是在執行1毫秒以下的控制任務時,就有必要大大縮短這個時間。所采用的方法是以多CPU芯片并行處理的方式,由專門處理編程及監控服務的微處理器芯片執行這類處理,以減輕對執行控制程序的CPU芯片的影響,讓它只管執行順控和邏輯運算。此外,為了提高服務處理的效率,縮短在現場讀寫程序的時間,以縮短操作時間,采用了高速的串行通信(大的波特率為115.2Kbps)以及將UCB口(大波特率達12Mbps)引入PLC的CPU模塊,從而實現與編程工具及監控設備之間通信的高速化,并允許同時使用這兩個通信端口,由多人同時進行編程和調試。
@